



Conformal Cooling
Where geometry requires, AM conformal cooling reduces cycle time and shrink differential.
Venting
Micro vents, gas traps and bleed channels specified to avoid flashes and burn marks.
Polymers
Engineering resins (PA, PEEK, PPA), PC/ABS, TPU and filled grades — tooling designed to handle abrasives and high melt temps.

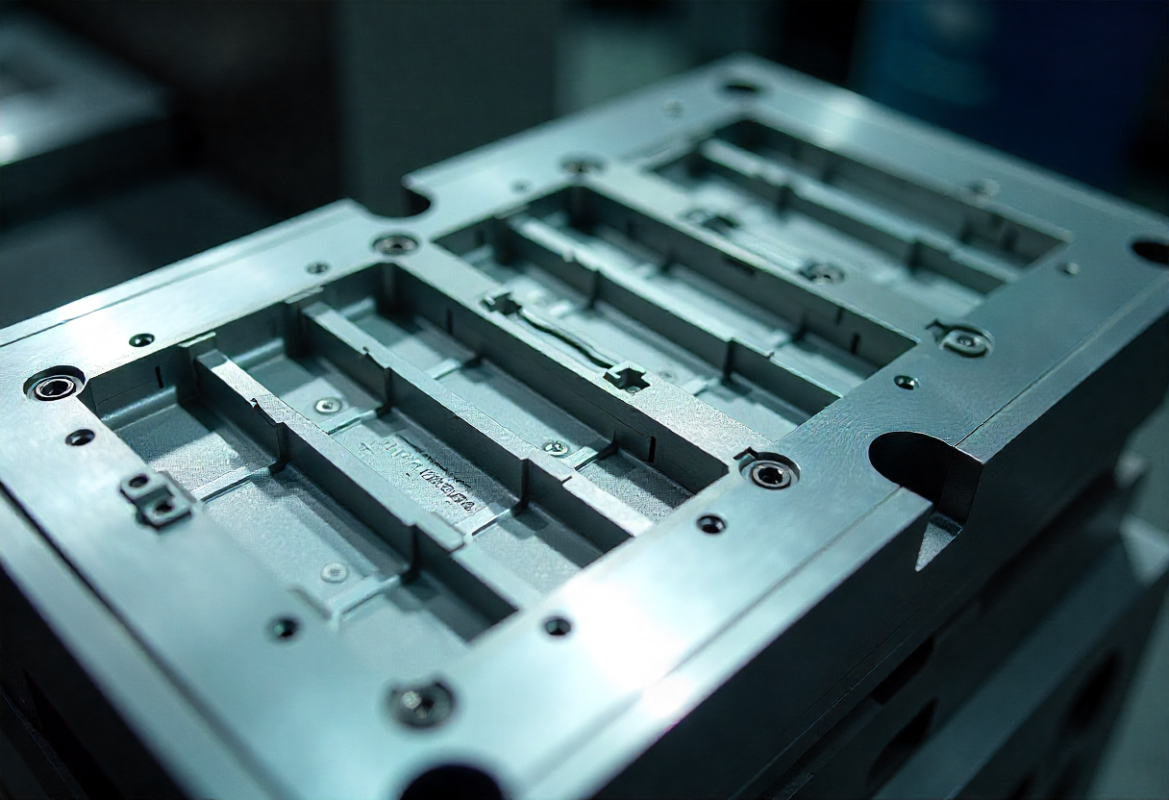
Surface Finish
Polish, texture, EDM finishes and coatings for release and wear resistance.


")


