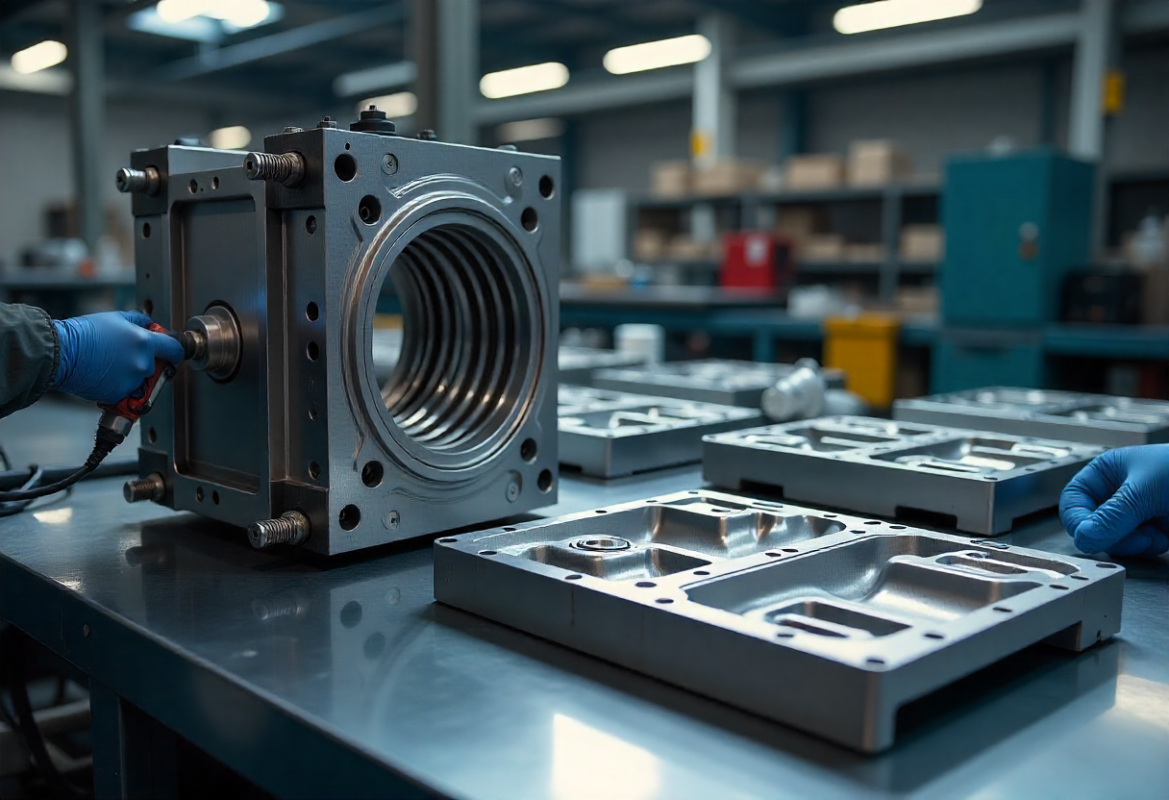
Gating & Riser Strategy
Gates positioned for smooth fill and directional solidification. Risers and feeders sized to avoid shrink porosity in critical sections.
Cooling & Thermal Control
Optimized cooling channels to manage solidification, reduce cycle time and prevent hot spots. Die temperature control critical for consistent microstructure and porosity outcomes.