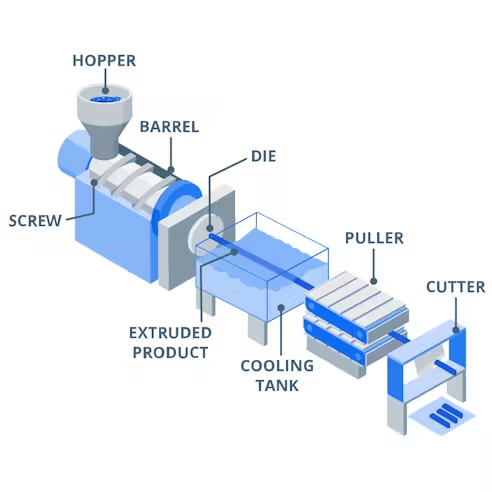

Upload your files and requirements (profile, material, color, length, quantity/forecast). We review feasibility and provide DFM feedback for the cross-section and tolerance strategy before tooling begins.
We build an extrusion die and produce initial samples for dimensional and functional approval. Adjustments can be made based on measurement results and fit testing.
After approval, we move into repeat production and deliver parts based on your schedule. We can also support packaging and cut-to-length requirements depending on the program.
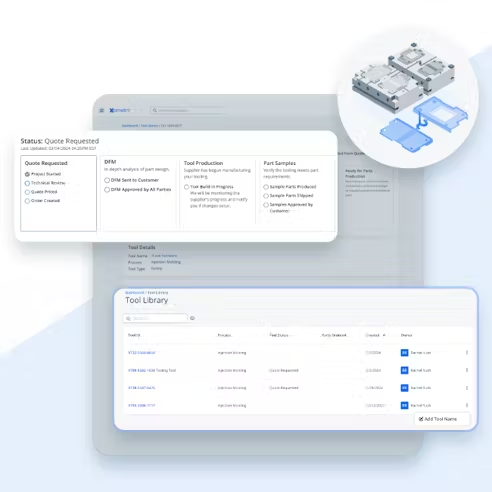




Choose from millions of possible combinations of materials, finishes, tolerances, markings, and certifications for your order.

Get started with our easy-to-use platform and let our experts manage the project, from locating the right manufacturing Supplier to delivery logistics.

We are ISO 9001:2015, ISO 13485, and AS9100D certified. Only the top shops that apply to become suppliers make it through our qualification process.

