







Automotive & EV
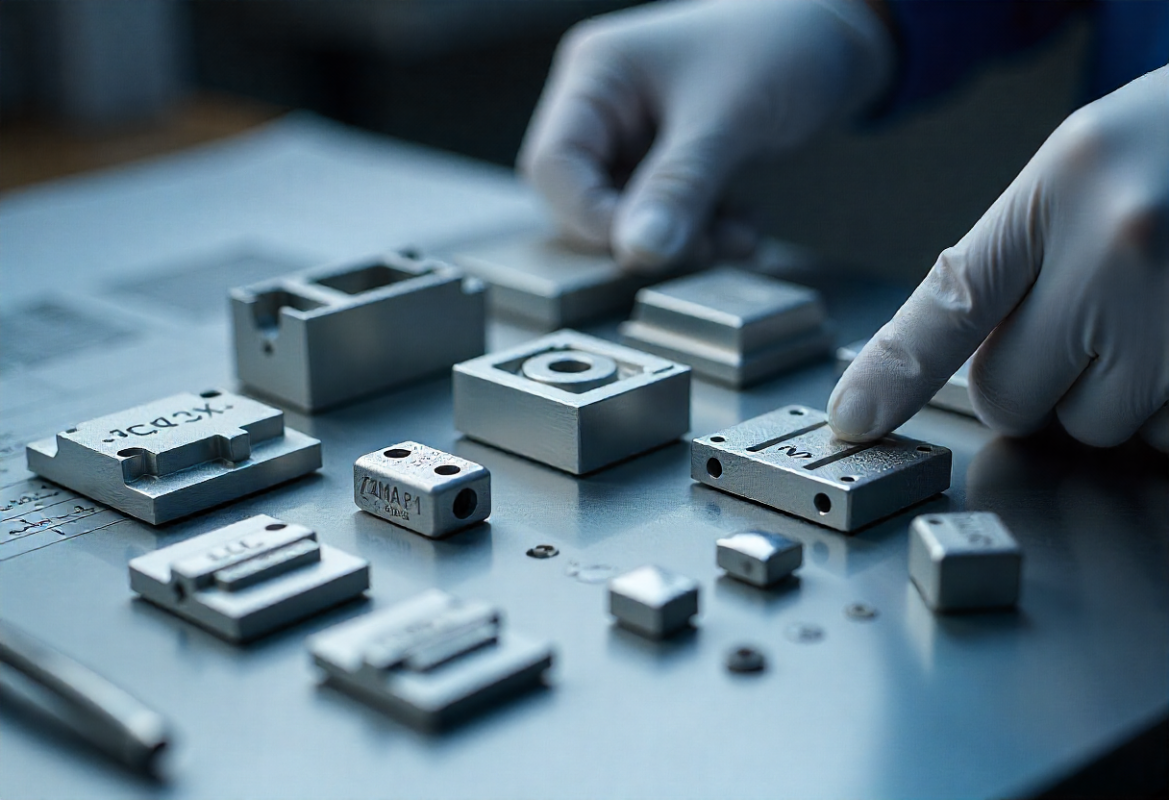
Powertrain housings, gearbox covers, sensor mounts and structural brackets with automotive quality controls.
Power Electronics & Inverters
Thermal enclosures, busbar supports and conductive housings for heat dissipation and EMI control.

Lighting & Consumer Hardware
Die cast light housings, heatsink‑integrated parts and plated cosmetic trims.



