





Aluminum
Anodize or conversion + suitable primers before topcoat; PVD possible on plated or conductive underlayers.
Steel
E‑coat or galvanize + topcoat recommended for severe corrosion; plating requires pretreat.

Plastics
Require etch/primer and often electroless nickel for plating or functional metal layers.


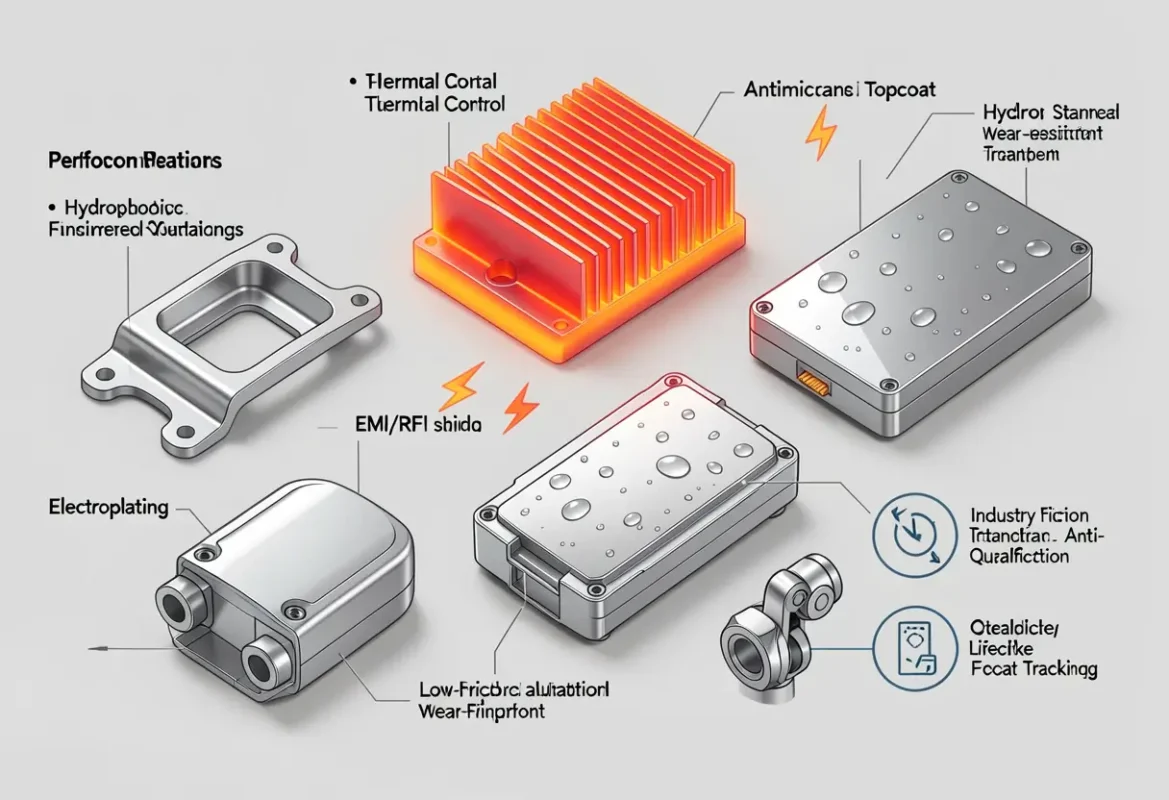
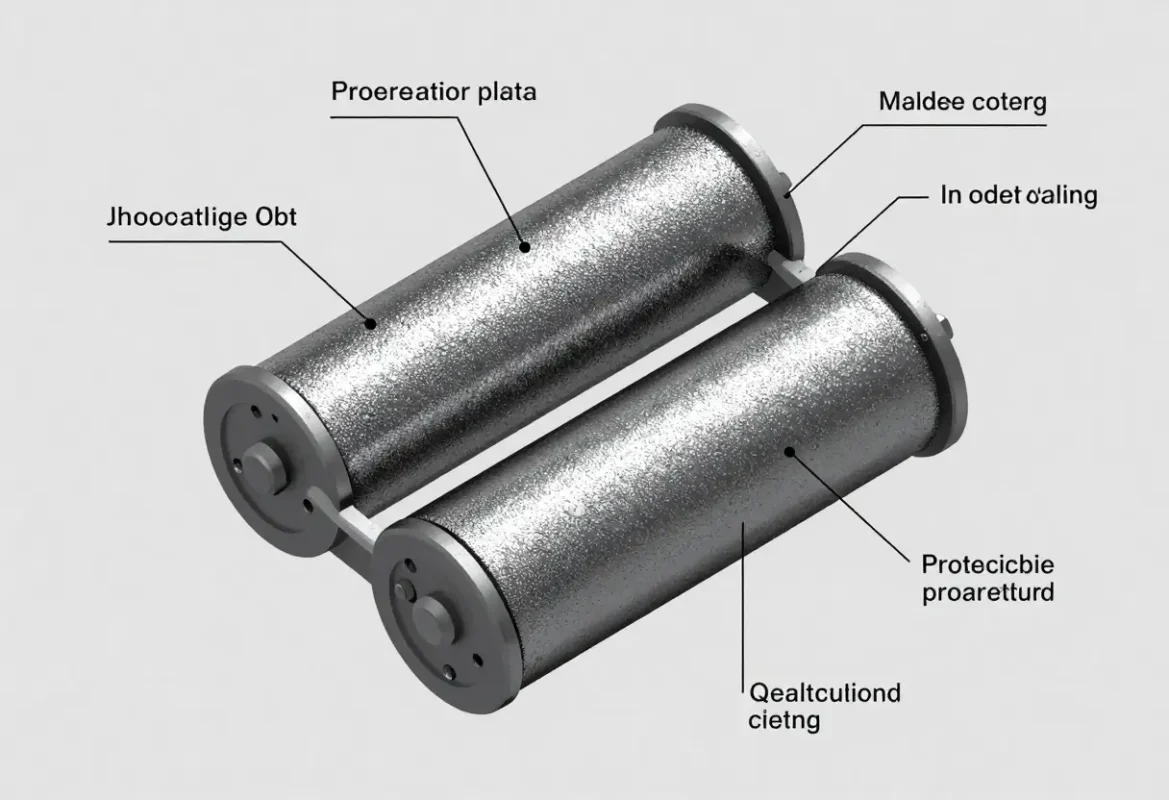
High‑Emissivity Coating for Power Module
Applied high‑emissivity black ceramic coating to die‑cast heat spreader, validated with thermal mapping showing 10% lower junction temperature under equivalent power; qualified for 1000 hour thermal cycling.

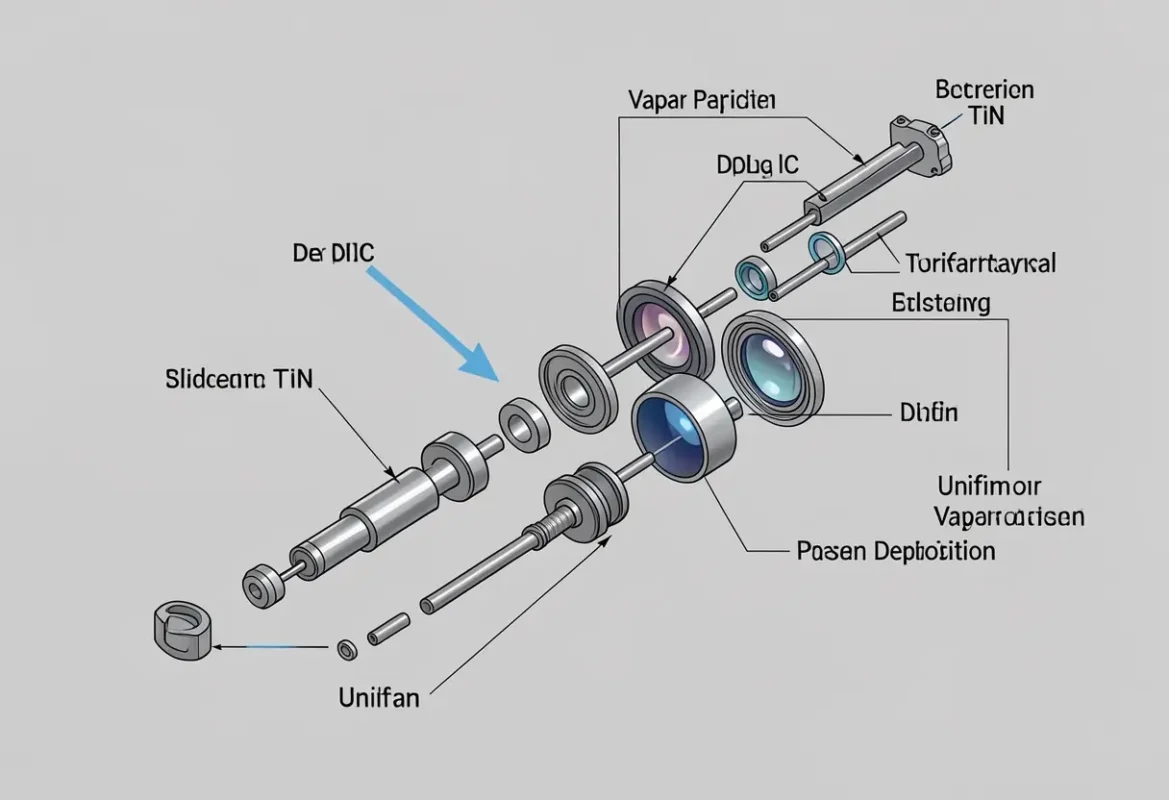
DLC Coating on Sliding Contact
DLC applied to bearing surfaces reduced friction coefficient by 40% and extended part life >3x in accelerated wear testing; integrated with post‑coat dimensional control for press fit parts.


