









Architectural Anodized Lighting Rail
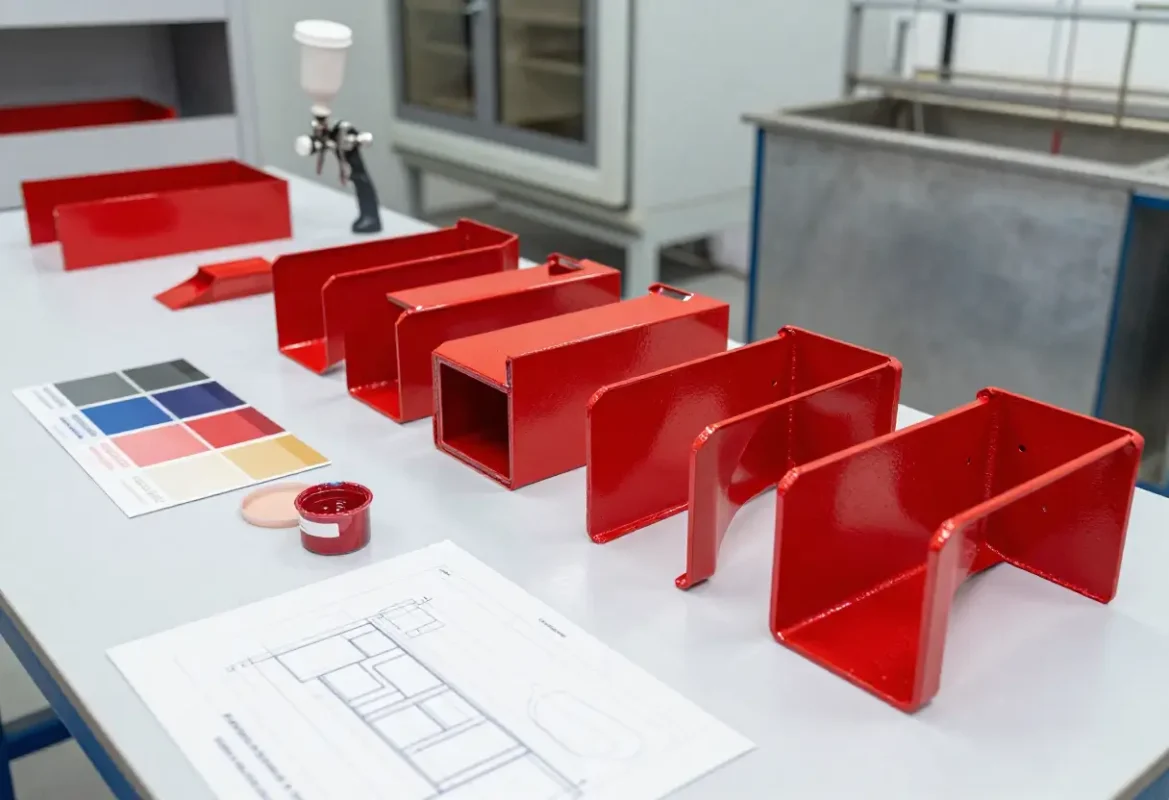
Custom anodize color matched across multiple batches, sealed for coastal installations; delivered color reports and gloss metrics for acceptance.
Die Cast Trim Electroless Nickel + PVD
Electroless nickel underlayer with PVD topcoat achieved durable decorative chrome‑like finish with improved scratch resistance and reduced corrosion in salt spray test.


