






LSR Injection Molding
Metered 2‑component injection into stainless cavities. Benefits: high repeatability, low contamination, automated degating and high cosmetic quality. Often integrated with automated pick‑and‑place and in‑line post‑cure ovens.
Compression & Transfer Molding
Compression uses premeasured charge pressed between heated halves good for large or thick parts. Transfer injects preheated compound through sprues to cavities — offers better flash control and repeatability versus compression.



Mechanical & environmental tests

Regulatory & lab tests


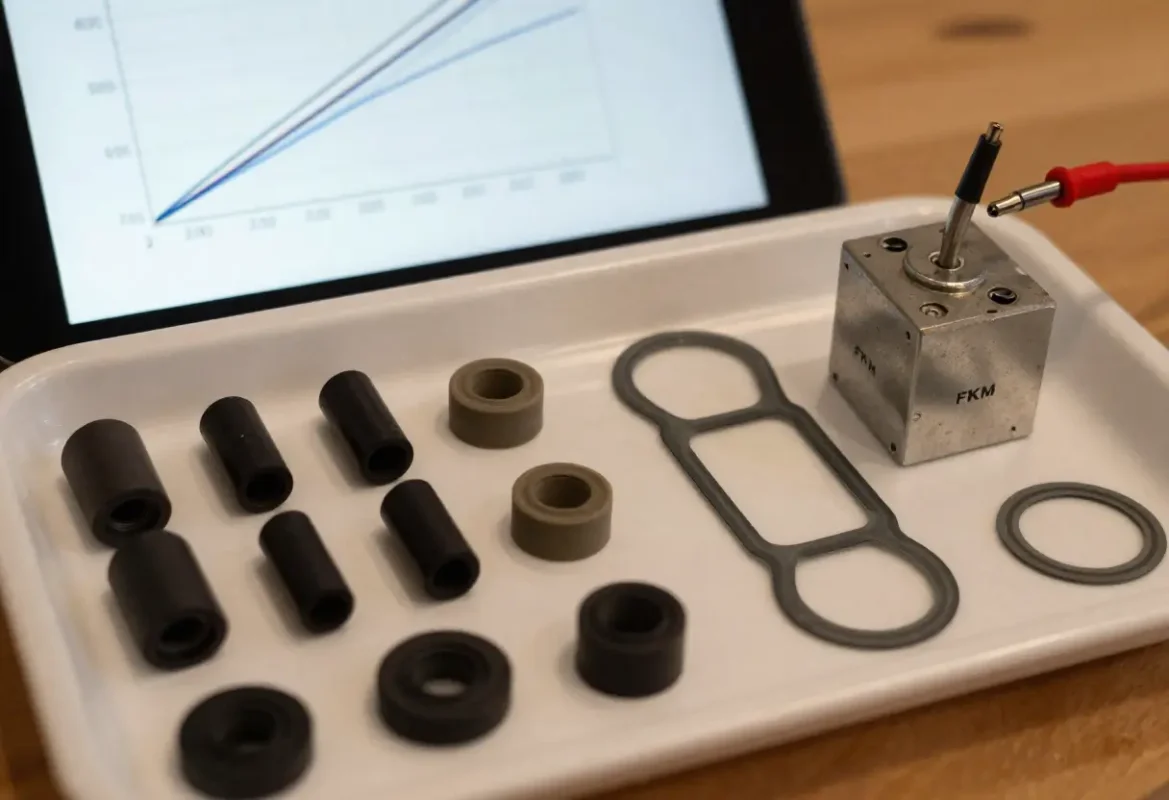
Medical Valve Seal (LSR)
Increases modulus and dimensional stability; increases density and tool wear.
Automotive Boot (EPDM Compression)
Compression molded EPDM boot with designed flash lands for automated trimming and validated long‑term compression set under heat and oil exposure.


