









Automotive & Powertrain
Reduce junction temperatures in SiC/IGBT stacks with thin spreaders to meet compact inverter constraints.
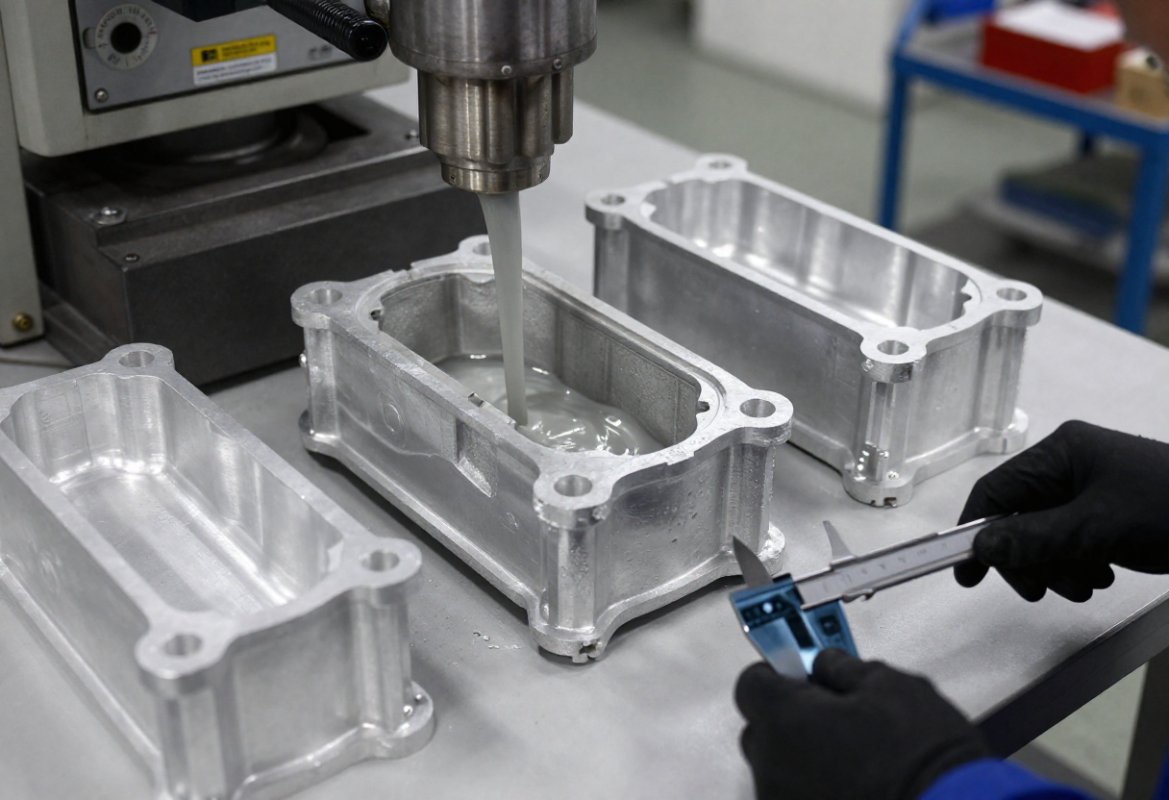
Power Electronics & HVAC
Robust enclosures, pump housings, valve bodies and thermal management components.
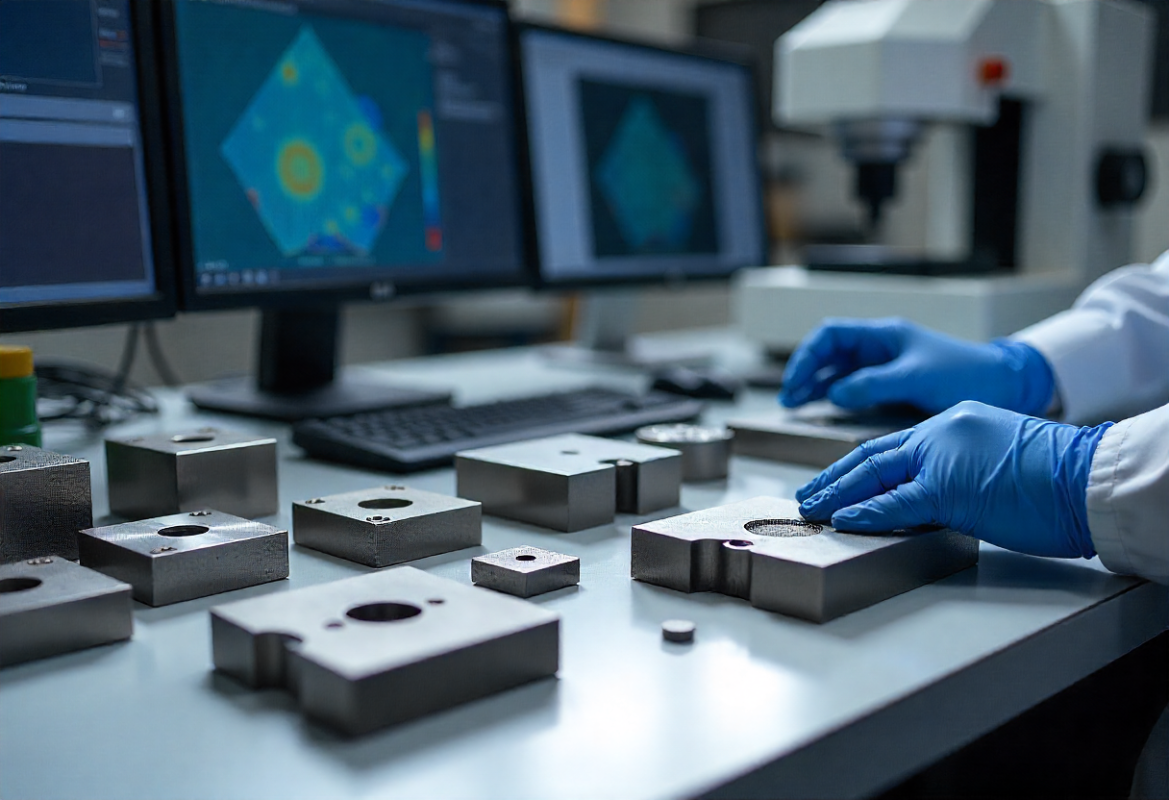
Aerospace & Defense
Investment castings for complex aerospace parts and forged components for highly stressed structures.




