




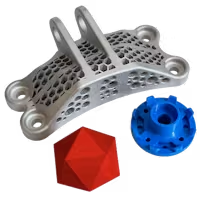

Strong metal prints for jigs, fixtures, and tooling components—especially where complex geometry or weight reduction helps.
Functional metal prototypes for fit, performance testing, and design validation without hard tooling.
Durable end-use parts for programs that benefit from additive geometry or don’t justify casting/forging tooling (project-dependent).
Choose from millions of possible combinations of materials, finishes, tolerances, markings, and certifications for your order.
Get your parts delivered right to your door without the hassle of sourcing, project management, logistics, or shipping.

We are ISO 9001:2015, ISO 13485, and AS9100D certified. Only the top shops that apply to become Suppliers make it through our qualification process.



