
High-precision wire EDM parts for complex profiles and tight internal features. LK Tools supports prototypes and low-volume production with responsive engineering feedback and controlled quality.



STEP | STP | SLDPRT | STL | DXF | IPT | 3MF | 3DXML | PRT | SAT files
All uploads are secure and confidential.
Xometry’s Instant Quoting Engine is covered by U.S. Pat. Nos. 11,086,292, 11,347,201, 11,693,388, 11,698,623, 12,099,341, and 12,189,361. Other patents pending.
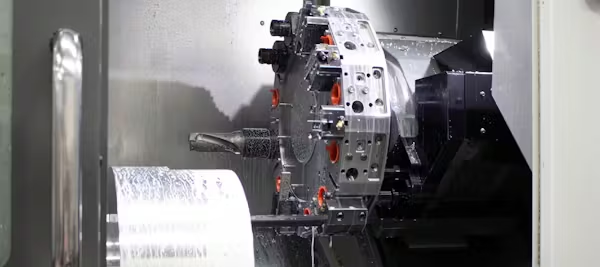
Wire EDM (Electrical Discharge Machining) is a precision process that cuts conductive materials using a controlled electrical spark between a thin wire electrode and the workpiece. Because the cut is driven by electrical discharge rather than cutting force, wire EDM is ideal for hard materials, delicate features, and complex profiles that are difficult to machine with standard tooling.
LK Tools uses wire EDM to produce accurate parts with clean edges and tight internal corners—often without the burrs or tool pressure associated with traditional machining. If your part has critical fit features, we can review your drawing, confirm achievable tolerances, and recommend the best approach for material, thickness, and finishing.

General CNC machining for metal and plastic parts—ideal for prototypes, fixtures, and low-volume production.

Complex 3D geometry, pockets, and precision surfaces using CNC milling.
Cylindrical parts such as shafts, bushings, spacers, and threaded components with consistent repeatability.
The finish option with the quickest turnaround. Parts are left with visible tool marks and potentially sharp edges and burrs, which can be removed upon request. Surface finish is comparable to 125 uin Ra finish.
The part surface is left with a smooth, matte appearance.
This is a batch-based process that tumbles vibrating media to remove sharp edges and burrs on machined parts. Tumbling can remove machine marks on exterior surfaces. Parts over 8” may require a manual review.
Type II (MIL-A-8625/MIL-PRF-8625, Type II) creates a corrosion-resistant finish. Parts can be anodized in different colors—clear, black, red, and gold are most common—and is usually associated with aluminum. Type III (MIL-A-8625/MIL-PRF-8625, Type III, Class 1/2 “hardcoat”) is thicker and creates a wear-resistant layer in addition to the corrosion resistance seen with Type II.
A surface finish for titanium per AMS-2488 Type 2 specification. Also called Tiodize, this finish increases fatigue strength and the wear resistance of a part. Titanium anodized parts are common in aerospace and medical device manufacturing. Non-pigmented titanium anodize finishes will dull shine.
A hard coat anodize process that embeds PTFE to create a self-lubricating, dry contact surface with Type 3 hard coat’s protective properties. This finish can be used on aluminum alloys or titanium and increases the service life of the product. This finish conforms to the AMS-2482 Type 1 Hard Coat Anodizing with Teflon (Non-Dyed).
Provides corrosion resistance and good conductivity properties. Can be used as a base for paint. Can leave surface yellow/gold. Adds very little thickness, about 0.00001”-0.00004”. Chem film will conform to MIL-DTL-5541, TYPE I/II.
Improves corrosion resistance for 200 and 300 series and precipitation hardened corrosion-resistant steels. Thickness is negligible, about 0.0000001”. Conforms to ASTM A967, AMS-QQ-P-35, MIL-STD-171, ASTM A380, or AMS 2700.
This is a process where powdered paint is sprayed onto a part that is then baked in an oven. This creates a strong, wear- and corrosion-resistant layer that is more durable than standard painting methods. A wide variety of colors are available to create the desired aesthetic.
An electrochemical process cleans steel parts to reduce corrosion and improve appearance, by making the metal brighter. Removes about 0.0001”-0.0025” of the metal. Conforms to ASTM B912-02.
Provides uniform nickel coating which offers protection from corrosion, oxidation, and wear on irregular surfaces. The finished part will be brighter. Thickness starts at .0001”. Conforms to MIL-C-26074.
Silver offers high solderability and electrical conductivity but is susceptible to tarnish. Conforms to AMS QQ-S-365D. Thickness is about 0.00002” – 0.0003.”
Gold Plating provides good corrosion and tarnish resistance with excellent solderability. Default application specification is MIL-G-45204 and ASTM B488, CLASS 00, 0, OR 1. Thickness is about 0.00002″ – 0.00005.”
Provides uniform zinc coating which offers protection from corrosion, oxidation, and wear on irregular surfaces. Conforms to ASTM B633-15.
Upload your CAD file and requirements to receive a fast quote and engineering feedback.

Samples in 1 day, $50-200 fee refunded on 100+ units
All uploads are secure and confidential

